
بررسی انتقال مذاب/گاز در فرآیند قالب گیری با کمک گاز
قالب گیری با کمک گاز
بدون شک، مهمترین ویژگی مواد پلاستیکی، به عنوان یک خانواده عمومی، گستردگی آنهاست. در راستای ارتقای سطح دانش همکاران و عزیزان در زمینه تکنولوژی قالب های تزریق پلاستیک ; مطالب زیر در اختیار علاقه مندان قرار گرفته است. آشنایی با علم پلیمر در راستای قالبسازی علمی ، تخصصی ، سریع و ارزان در صنعت تزریق پلاستیک بسیار مهم می باشد. از این رو امیدواریم تا مطالب زیر بتواند به علاقه مندان این صنعت برای ساخت قطعات پلاستیکی کمک شایانی کند. بحث فرآیند قالب گیری با کمک گاز در ادامه تقدیم علاقه مندان می شود.
مراحل فرآیند قالب گیری با کمک گاز
انواع مختلفی از فناوریهای قالبگیری به کمک گاز موجود است که در بحث قالبسازی علمی و تخصصی به صورت ویژه ای به کار گرفته می شود اما در تمام این روش ها چهار مرحله اصلی فرآیند مشابه هستند، یعنی:
-
جریان مذاب،
-
انتقال مذاب/گاز،
-
جریان گاز (نفوذ گاز اولیه)،
-
و فشرده سازی گاز (نفوذ گاز ثانویه).
انتقال مذاب/گاز
زمان بندی از تزریق مذاب به تزریق گاز می تواند تاثیر بسزایی در کیفیت نهایی قطعه داشته باشد.
در فرآیندهای تزریق گاز نازل، جریان مذاب (فاز تزریق مذاب) قبل از تزریق گاز فشرده کامل می شود. هنگامی که گاز فشرده مستقیماً به داخل حفره تزریق می شود، می توان جریان گاز را قبل از پایان مرحله پر شدن مذاب آغاز کرد.
گاهی اوقات پس از تزریق مذاب، توصیه می شود تزریق گاز را برای مدت معینی به تعویق بیندازید، به طوری که پلیمر سرد شود و چسبناک تر شود و تمایل گاز به خارج از کانال های گاز به قسمت های دیواره مجاور قالب گیری کاهش یابد.
متأسفانه، زمانی که از تاخیر استفاده میشود، کیفیت سطح قالبگیری احتمالاً به دلیل عمل توقف/شروع (اثر تردید جریان) آسیب میبیند یا در بدترین حالت، منجمد شدن (یخ زدن) ممکن است رخ دهد.
فاز تزریق گاز
فاز نهایی پر کردن قالب با استفاده از تزریق گاز فشرده در فشارهایی که معمولاً بین 0.5 تا 30 مگاپاسکال (70 تا 4500 psi) است، با استفاده از یک سیستم تزریق گاز مبتنی بر فشار یا حجم انجام میشود.
فشار گاز مورد استفاده برای غلبه بر مقاومت چسبناک مذاب پلیمری کافی است و در حفره به سمت نواحی پر نشده قطعه پیش می رود، همانطور که در شکل 2.106 نشان داده شده است.
همانطور که گاز از طریق کانال های گاز جریان می یابد (گاز باید در داخل کانال ها باقی بماند)، پلیمر مذاب را جلوتر از آن به مناطق خالی باقی مانده از حفره منتقل می کند.
این بخش از فاز پر کردن قالب معمولاً مدت کوتاهی دارد، زیرا گاز به سرعت در کانال حرکت می کند تا زمانی که تمام بخش های خالی حفره با پلیمر مذاب پر شود.
ضخامت دیوارهای که کانالهای گاز توخالی را احاطه میکند، تحتتاثیر تعدادی از متغیرها، از جمله درجه پر شدن حفره، دمای ابزار، و یکنواختی کلی توزیع گاز در کانالهای گاز قرار میگیرد.
مشکلاتی که در مرحله پر شدن گاز ممکن است رخ دهد عبارتند از: دمیدن (به دلیل ناکافی بودن پلیمر جلوتر از حباب گاز)، تله گاز، علائم تردید (به دلیل زمان تاخیر تزریق گاز)، شات های کوتاه (به دلیل به فشار کم یا طراحی ضعیف)، یا نفوذ گاز به بخش های نازک قالب (به دلیل ردیابی مسابقه، که منجر به اختلاف فشار بالا در طول کانال می شود).
نفوذ گاز به بخش های نازک تر یک نگرانی خاص است زیرا بر عملکرد مکانیکی قطعه تأثیر منفی می گذارد.
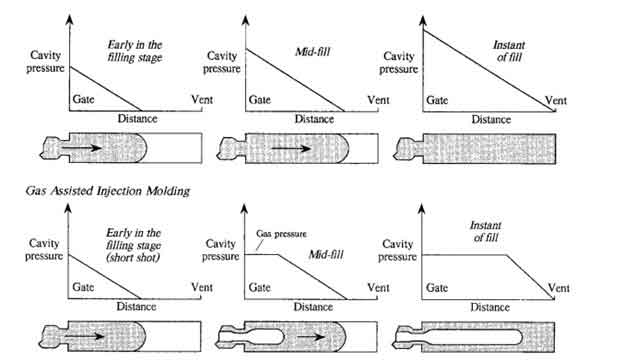
مفهوم ساده توزیع فشار حفره برای قالب گیری تزریقی معمولی و گازی در مرحله پر کردن قالب در پردازش
شرکت نوآوران علوم مهندسی پویا خدمات طراحی و ساخت قالب های تزریق پلاستیک ، قالبسازی علمی و تخصصی را با کیفیت و قیمت مناسب ارائه می دهد.
دیدگاه خود را ثبت کنید
تمایل دارید در گفتگوها شرکت کنید؟در گفتگو ها شرکت کنید.