
بررسی نیروهای بیرون راندن در طراحی و ساخت قالب های تزریق پلاستیک
بدون شک، مهمترین ویژگی مواد پلاستیکی، به عنوان یک خانواده عمومی، گستردگی آنهاست. در راستای ارتقای سطح دانش همکاران و عزیزان در زمینه تکنولوژی تزریق پلاستیک; مطالب زیر در اختیار علاقه مندان قرار گرفته است. آشنایی با علم پلیمر در راستای قالبسازی علمی ، سریع و ارزان در صنعت تزریق پلاستیک بسیار مهم می باشد. از این رو امیدواریم تا مطالب زیر بتواند به علاقه مندان این صنعت برای ساخت قطعات پلاستیکی کمک شایانی کند. به ادامه بحث تخصصی بررسی نیروهای بیرون راندن در طراحی و ساخت قالب های تزریق پلاستیک پرداخته می شود.
بررسی نیروهای بیرون راندن در طراحی و ساخت قالب های تزریق پلاستیک
نیروهای بیرون راندن برای یک قطعه پلاستیکی در واقع به دلیل مجموع نیروی اصطکاکی، خلاء و نیروی مکانیکی بریدگی ها است.
نیروهای خلاء نتیجه اختلاف فشاری هستند که هنگام جدا شدن قالب های غلاف بسته یا جعبه ای از هسته ایجاد می شود.
مقدار نیروی مربوط به خلاء با اندازه نسبی قطعه و سهولت ورود هوا به حجم جابجا شده بین قطعه و هسته (از طریق سوراخهای پین جهشی و غیره) تعیین میشود.
نیروهای بیرون راندن برای قالبگیری غلاف باز (که دارای قسمت بالایی و بنابراین بدون نیروی خلاء است) بدون بریدگی مکانیکی تنها به دلیل نیروهای اصطکاک مرتبط با بخشهای دیوار عمودی است. نیروهای اصطکاکی یا بیرون راندن گسسته را می توان با استفاده از رابطه زیر تعیین کرد:
![]()
که در آن μ ضریب اصطکاک ایستایی، P فشار تماس بین قطعه پلاستیکی و هسته (به دلیل انقباض محدود)، و A سطح لغزشی تماس بین قطعه و هسته است. از بین سه متغیر موجود در معادله، مساحت A به راحتی بدست می آید. مثالی از یک غلاف استوانه ای باز، مانند آنچه در شکل زیر نشان داده شده است، در نظر بگیرید. منطقه تماس اولیه:
که در آن ∅c قطر هسته و Lc طول محوری هسته است.
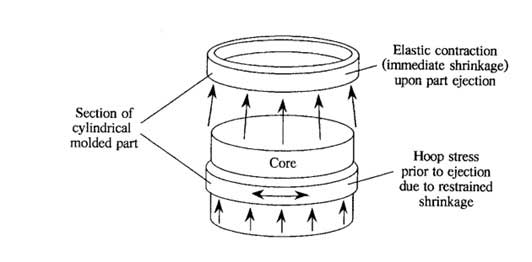
انقباض قطعات پلاستیکی در طول فاز خنک شدن فرآیند توسط هسته مهار می شود. هنگامی که قطعه به بیرون پرتاب می شود، ابعاد آن به دلیل انقباض الاستیک تغییر می کند
فشار تماس، P، بین بخش پلاستیکی و هسته تحت تأثیر درجه انقباض محدود و مدول کششی پلیمر در زمان (یا دمای قطعه) پرتاب خواهد بود. فشار تماس برای پلیمرهای نیمه کریستالی با انقباض بالا و مدول بالا بیشترین است. هر متغیری که انقباض یا مدول را در زمان پرتاب کاهش دهد، فشار تماس و در نتیجه نیروی بیرون راندن را کاهش می دهد.
به عنوان مثال، کاهش زمان بسته شدن قالب، با کاهش درجه انقباض و سفتی پلیمر در زمان پرتاب، نیروی پرتاب را کاهش میدهد.
با این حال، ممکن است یک مشکل بالقوه در بیرون انداختن قطعه در دمای بالاتر باشد (حتی اگر نیروها کمتر باشند)، زیرا قطعه نرم تر است و ممکن است در حین پرتاب کردن آن تمایل به اعوجاج داشته باشد.
در عمل، قطعات پلاستیکی به محض سرد شدن تا حد سفتی کافی برای جلوگیری از اعوجاج دائمی خارج می شوند. این زمان خنک سازی به صورت تجربی توسط یک مهندس فرآیند تعیین می شود.
کاهش هزینه های قالبسازی بر مبنای روش علمی
لازم به ذکر است که شرکت نوآوران علوم مهندسی پویا با ارائه روشی منحصر به فرد با کاهش هزینه های ساخت قالب، خدمات تزریق پلاستیک تخصصی تیراژ محدود را در اختیار مشتریان با قیمت و کیفیت مناسب قرار می دهد.
طراحی قالب های دائم تزریق پلاستیک عموما در هزینه های بالایی امکان پذیر می باشد; اما شرکت ما با کاهش هزینه ها و طراحی علمی قالب های تزریق پلاستیک ٬ توانسته است تا این امکان را در اختیار مشتریان قرار دهد; تا بتوانند با هزینه کمتر بازار هدف را بررسی نمایند ، نمونه خود را به تولید برسانند.
استفاده از نرم افزار MOLDFLOW در تحلیل و شبیه سازی فرآیند تزریق برای طراحی علمی قطعات و قالب های صنعتی در این مرکز صورت می پذیرد.
در ساخت قطعات پلاستیکی قالبسازی سریع و ارزان نقش مهمی در زمان تحویل قطعات ایفا می کند. این موضوع با شبیه سازی های مهندسی می تواند محقق شود. زیرا زمان فرآیند ساخت را به شدت کاهش می دهند.
بر اساس پیشینه علمی شرکت و بهره گیری از کادر علمی مجرب٬ خدمات ساخت قالب تزریق پلاستیک ، قالب های تزریق پلاستیک گیربکس دار ، کشویی ، دقیق ، پیچیده بر مبنای روش قالبسازی علمی ، سریع و ارزان و همچنین طراحی و ساخت علمی قطعات پلاستیکی و تزریق پلاستیک تیراژ محدود و قالبسازی تخصصی در این مرکز ارايه می شود. مشتریان عزیز برای ثبت سفارش از طریق راه های ارتباطی شرکت اقدام نمایند.
دیدگاه خود را ثبت کنید
تمایل دارید در گفتگوها شرکت کنید؟در گفتگو ها شرکت کنید.