خدمات تزریق پلاستیک تیراژ محدود و بالا
شرکت نوآوران علوم مهندسی پویا مفتخر است با ارائه خدمات تزریق پلاستیک تیراژ محدود کاهش هزینهها را به صورت بهینه در مرحله طراحی، ساخت و تولید قطعات برای تولید کنندگان این صنعت فراهم آورد. مواد پلاستیکی عموما با روش تزریق پلاستیک تولید میشوند. اولین گام برای تولید یک محصول پلاستیک، مرحله طراحی قالب صنعتی میباشد. لازم به ذکر است که طراحی بهینه قالب، نقش بسیار تعیین کننده ای در طراحی قالب ارزان ، کیفیت و سود حاصله از تولید محصول دارد. شرکت نوآوران علوم مهندسی پویا با ارائه خدمات تزریق پلاستیک تیراژ محدود و همچنین ارائه روش های نوین طراحی و ساخت قالبهای تزریق پلاستیک، می تواند هزینه های تولید را برای صنعتگران گرامی به صورت قابل توجهی کاهش دهد. در این راستا نرم افزار مولد فلو امروزه به صورت گسترده مورد استفاده مهندسان در این صنعت قرار میگیرد. یکی از خدمات ارائه شده در این شرکت، تزریق انواع پلیمرهای ترموپلاست می باشد.
کاربرد مواد ترموپلاستیک
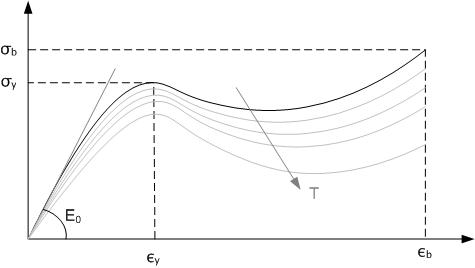
امروزه مواد ترموپلاستیک به دلیل قابلیت های منحصر به فرد خود به صورت گسترده در صنایع مختلف استفاده می شوند. در این میان می توان به تولید انواع فیلم های نازک، کابل های برق فشار قوی، لوله های چند لایه آب، تانکرها و ظرف های نگهداری مایعات، ظروف مختلف و … اشاره کرد. به صورت کلی مواد ترموپلاستیک در صنایع خودروسازی، هوافضا، لوازم خانگی، بسته بندی، الکترونیک، دریایی و نظامی به صورت گسترده مورد استفاده قرار می گیرند.

یک قطعه از جنس ماده ترموپلاست
خدمات ما
شرکت نوآوران علوم مهندسی پویا با دارا بودن کادری مجرب درزمینه های زیر خدمات گستردهای ارائه میدهد.
- طراحی و ساخت انواع قالب صنعتی
- طراحی و ساخت قالبهای تزریق پلاستیک
- ارائه خدمات تزریق پلاستیک در تیراژ محدود و بالا
- طراحی و ساخت قالب ارزان و مقرون به صرفه
- تولید قطعات پلیمری با استفاده از فنّاوری پرینترهای سهبعدی
فرآیند طراحی قالب های صنعتی در این شرکت توسط نرمافزارهای مطرح دنیا شامل Solid Works و Catia صورت میپذیرد. درزمینهٔ آنالیز فرآیند تزریق پلاستیک در راستای بهینهسازی و طراحی قالب، از نرمافزار Mold Flow استفاده میگردد. نرمافزار Mold Flow در زمینه محاسبات مربوط به قالبهای تزریق شناخته شده میباشد. در زمینه تحلیل قالب و فرآیند تزریق پلاستیک، خدمات زیر ارائه میگردد.
- آنالیز هندسه قالبهای صنعتی
- تحلیل هندسه راهگاهها
- تحلیل زمان پر شدن قالب
- محاسبه فشار موردنیاز در فرآیند تزریق پلاستیک
- برآورد عیوب فرآیند
شرکت نوآوران علوم مهندسی پویا، خدمات بهینهسازی و طراحی قالبهای صنعتی و تزریق پلاستیک را ارائه میدهد.
این خدمات با تمرکز بر روی کاهش هزینهها و راندمان تولید محصولات میباشد. خدمات تزریق پلاستیک در تیراژ محدود و طراحی قالب های صنعتی مربوطه، به صورت ویژه در این مرکز ارائه میشود.